
برای کسب اطلاعات بیشتر در مورد همه ی ۱۰ نوع تکنولوژی چاپ سه بعدی که پرینترهای سه بعدی امروزه از آن استفاده می کنند، شما را به خواندن این مقاله از آی تی ویکی دعوت میکنیم. این روش ها با عباراتی نظیر FDM، SLA، DLP، SLS، DMLS، SLM، EBM، Material Jetting، DOD و باندینگ جتینگ شناخته می شوند که در ادامه آن ها را توضیح خواهیم داد.
اگر شما برای اولین بار میخواهید با دنیای شگفت انگیز چاپ سه بعدی آشنا شوید به شما یک خوش آمد گویی گرم میگویم. در اینجا قرار است مطالب سرگرم کننده ای برای شما بیان شود. در ابتدا اولین چالشی که افراد در چاپ سه بعدی با آن رو برو می شوند نوع فرایند های چاپ و مواد مختلف مصرفی است.
اولین چیزی که باید درک کنیم اینست که چاپ سه بعدی در واقع شامل یک گروه از فرآیندهای چاپ سه بعدی می شود.
درسال ۲۰۱۵ استاندارد ISO / ASTM 52900 برای طبقه بندی هر یک از انواع پرینتر های سه بعدی و اصطلاحات مربوط به آن ها ایجاد شد. در این استاندارد هفت طبقه بندی مختلف ایجاد شد که در این هفت نوع پردازش چاپ سه بعدی، ده نوع مختلف تکنولوژی چاپ سه بعدی ارائه شد که امروزه پرینترهای سه بعدی از آن استفاده می کنند.
چاپ سه بعدی به روش اکستروژن ماده (Matrial Extrusion)

روش اکستروژن ماده یک فرآیند چاپ سه بعدی است که در آن یک رشته از مواد جامد گرمانرم ذوب می شوند و از طریق یک نازل گرم، تحت فشار قرار می گیرد تا طبق برنامه ی از پیش تعیین شده در یک پلتفرم مخصوص ساخته شوند و در آنجا خنک شوند تا شکل نهایی به صورت جامد شکل گیرد.
- انواع تکنولوژی چاپ سه بعدی: مدل سازی رسوب دهی (FDM)، گاهی اوقات هم با نام (Fused Filament Fabrication (FFF شناخته می شود.
- مواد مورد استفاده: رشته های گرمانرم (PLA,ABS,PET,TPU)
- دقت ابعاد: ± ۰.۵٪ (حد پایین ± ۰.۵ میلیمتر)
- برنامه های کاربرد:
- نقاط قوت: بهترین ساختار سطح پرینت شده را اراعه می کند و قابلیت رنگ پذیری را دارد
- نقاط ضعف: شکننده است به همین دلیل برای قطعات مکانیکی مناسب نیست، اگر برای اهداف بصری تولید بشود هزینه ی بالاتری نسبت SLA / DLP دارد.
مدل سازی رسوب شده (FDM)
دستگاه های اکستروژن مواد شایع ترین و ارزان ترین تکنولوژی چاپ سه بعدی در جهان هستند. ممکن است شما این تکنولوژی را با نام های (Fused Deposition Modeling (FDM و یا (Fused Filament Fabrication (FFF دیده باشید.
روش کار به این گونه است که ابتدا یک یک رول رشته به چاپگر سه بعدی بارگذاری شده و از طریق یک نازل چاپگر از اکستروژن پر می شود. نازل پرینتر حرارت داده می شود تا به دمای مد نظر برسد، در نتیجه یک موتور رشته را از طریق نازل داغ فشار میدهد تا مواد ذوب شده از نازل بیرون بیایید. چاپگر سپس سر اکستروژن را در امتداد مختصات مشخصی حرکت می دهد و مواد مذاب را بر روی یک صفحه ی ساخت قرار می میگیرد تا در آن سرد و خنک شود.
هنگامی که یک لایه از مواد کامل شد، پرینتر دوباره یک لایه ی دیگر بر روی آن می سازد. این فرایند تا کامل شدن شکل نهایی ادامه می یابد. بسته به هندسه شی، گاهی لازم است که سازه های حمایتی اضافه شود،به عنوان مثال اگر مدل دارای قطعات شیب دار اضافه داشته باشد.
فرایند چاپ سه بعدی: چاپ سه بعدی به روش پلیمریزاسیون VAT
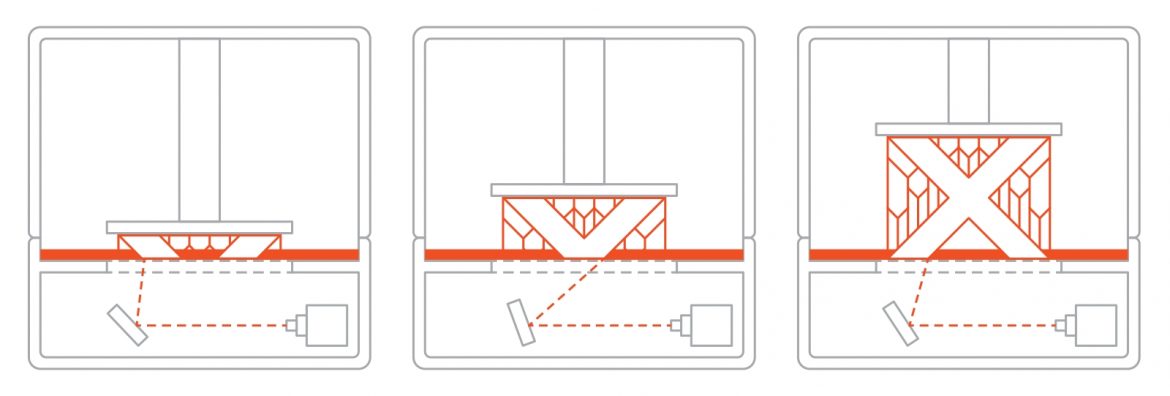
پلیمریزاسیون VAT یک فرآیند چاپ سه بعدی است که در آن یک رزین عکس پلیمر در یک vat به طور انتخابی توسط منبع نور شکل داده می شود.دو شکل رایج پلیمریزاسیون vat عبارتند از SLA) Stereolithography) و DLP) Digital Light Processing).
تفاوت اساسی بین این نوع تکنولوژی چاپ سه بعدی، منبع نور است که آنها برای شکل دادن رزین استفاده می کنند. چاپگرهای SLA در مقایسه با یک چاپگر DLP از لیزر نقطه ای استفاده می کند.
- انواع تکنولوژی چاپ سه بعدی: پردازش مستقیم نور (DLP) و استریولیتوگرافی (SLA)
- مواد مورد استفاده:رزین فتو پلیمر (دارای ویژگی های استاندارد، جامد، شفاف، درجه حرارت بالا است)
- دقت ابعاد: ± ۰.۵٪ (حد پایین ± ۰.۱۵ میلیمتر)
- برنامه های کاربرد:نمونه های پلیمری مانند تزریق قالب؛جواهر (ریخته گری )؛ برنامه های دندانپزشکی؛ سمعک
- نقاط قوت:سطح صاف و دارای جزئیات بالا برای ضریف کاری
- نقاط ضعف: شکننده است به همین دلیل برای قطعات مکانیکی مناسب نیست
استریولیتوگرافی (SLA)
SLA دارای تمایزی تاریخی از اولین تکنولوژی چاپ 3D در جهان است. Stereolithography توسط Chuck Hull در سال ۱۹۸۶ اختراع شد، که حق ثبت اختراع را در زمینه فناوری ثبت کرد و شرکت 3D Systems را برای تجاری سازی آن تاسیس کرد.
یک چاپگر SLA با استفاده از آینه هایی که به عنوان گالوانومتر یا گالو شناخته می شود، با یک محور X و دیگری در محور Y قرار دارد. پرتو لیزر رزین را هدف قرار می دهد،تا درون محوطه ی ساخت به طور انتخابی و هدف گذاری شده یک مقطع از جسم را جدا کند و شکل نهایی لایه به لایه تشکیل شود.
اکثر چاپگرهای SLA از لیزر حالت جامد برای شکل دادن قطعات استفاده می کنند. ضعف این تکنیک های چاپ سه بعدی با استفاده از لیزر نقطه ای این است که در مقایسه با DLP، می تواند طول عمر کمتری داشته باشند.
پردازش نور دیجیتال (DLP)
به دنبال دستگاه های پردازش نور دیجیتال، این نوع تکنولوژی چاپ 3D تقریبا همانند SLA است.تفاوت کلیدی این است که DLP از یک پروژکتور نور دیجیتال برای فلاش یک تصویر در هر واحد از هر لایه در یک زمان مشخص (یا چندین فلاش برای قطعات بزرگتر) استفاده می کند.
از آنجا که پروژکتور یک صفحه دیجیتال است، تصویر هر لایه از پیکسل مربع تشکیل شده است، و در نتیجه یک لایه از بلوک های مستطیلی کوچک به نام واکسل تشکیل شده است.
DLP در مقایسه با SLA می تواند زمان چاپ سریعتری را به دست آورد. این دلیل که به جای اینکه لایه با لیزر نقطه ای تماس داشته باشد، کل لایه در یک واحد زمان در معرض نور قرار میگیرد.
ور بر روی رزین با استفاده از صفحه نمایش LED یا منبع نور UV که به وسیله دستگاه Micromirror Digital (DMD) به سطح ساختار هدایت می شود. یک DMD مجموعه ای از میکرو آینه ها است که کنترل می کند که چرا نورساتع بشود و الگوی نور را بر روی سطح ساخت مورد نظر ایجاد می کند.
فرایند چاپ سه بعدی: POWDER BED FUSION (پلیمر)
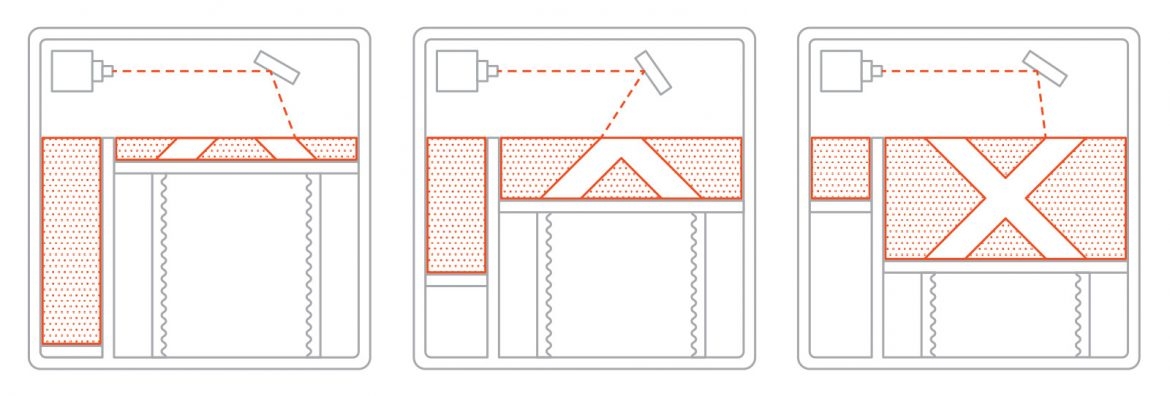
Powder Bed Fusion یک فرآیند چاپ سه بعدی است که در آن یک منبع انرژی حرارتی به طور انتخابی و هدفمند منجر به همجوشی بین ذرات پودر در داخل یک منطقه ساخت شده و تشکیل یک شی جامد را می دهد.
- انواع تکنولوژی چاپ سه بعدی: پخت لیزر هدفمند (SLS)
- مواد مورد استفاده:پودر ترموپلاستیکی (نایلون ۶، نایلون ۱۱، نایلون ۱۲)
- دقت ابعاد: ±۰.۳٪ (حد پایین ± ۰.۳ میلیمتر)
- برنامه های کاربرد:مجتمعی از مجرای های توخالی که نیاز کمی به مواد دارد.
- نقاط قوت:خواص مکانیکی خوب. هندسه عالی
- نقاط ضعف: زمان بر بودن و هزینه ی بالاتر نسبت به FFF
پخت لیزر انتخابی (SLS)
ایجاد یک شی با فن آوری Powder Bed Fusion و پودر پلیمر به طور کلی به عنوان پلاسما انتخابی (SLS) شناخته می شود. همانطور که اختراعات صنعتی منقضی می شود، این نوع تکنولوژی چاپ سه بعدی به طور فزاینده ای رایج و ارزان تر است.
روش کار به این شکل است که اول، یک مقداری از پودر پلیمر به مقدار دمای زیر نقطه ذوب پلیمر گرم می شود. سپس، یک تیغه یا جارو برقی، یک لایه بسیار نازک از مواد پودر – معمولا ۰.۱ میلیمتر ضخامت – را به یک پلت فرم ساخت منتقل میکند.
سپس یک پرتو لیزر CO2 شروع به اسکن کردن سطح می کند. لیزر پودر را انتخاب می کند و مثل SLA مقطعی از جسم را سخت می کند.
هنگامی که یک سطح اولیه ایجاد شد، پلت فرم یک لایه پایین رانده میشود و دستگاه دوباره یک لایه از پودر را به سطح ساخته شده انتقال می دهد تا لایه ی بعدی شکل بگیرد.
این مراحل تا زمانی که شی تکمیل شود ادامه می یابد.
فرایند چاپ سه بعدی: جت مواد
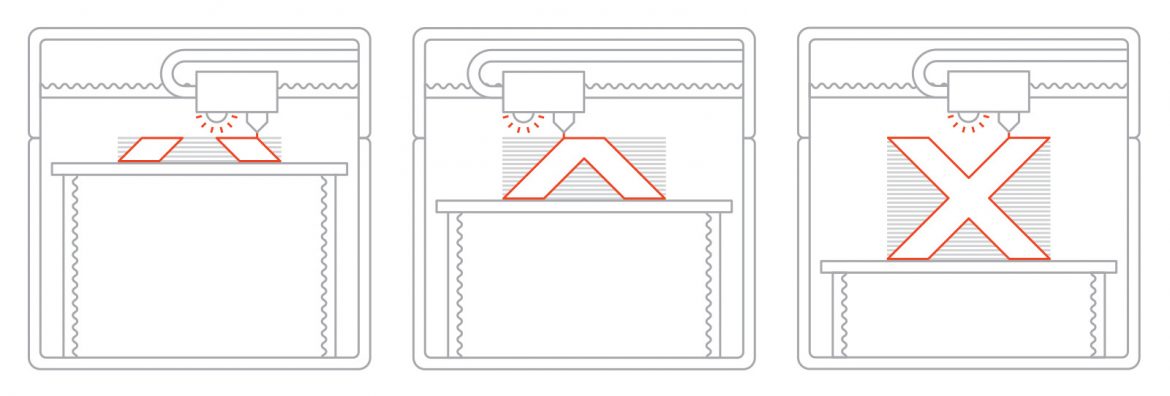
این روش یک فرایند چاپ سه بعدی است که قطرات مواد به طور هدفمند در یک ورق ساختمانی پوشیده شده و بر روی آن قرار می گیرند. با استفاده از پلیمرهای فوم یا قطره های موم وقتی که در معرض نور قرار می گیرند تولید یک شی را میدهند.
ماهیت روند جت مواد اجازه می تا از چند مواد برای ساخت شی مورد نظر استفاده کرد.
- انواع تکنولوژی چاپ سه بعدی: مواد جتینگ (MJ)، Drop on Demand (DOD)
- مواد مورد استفاده: رزین فتو پلیمر (استاندارد، جامد، شفاف، درجه حرارت بالا)
- دقت ابعاد: ± ۰.۱ میلیمتر
- برنامه های کاربرد:نمونه هایی دارای رنگ کامل.نمونه های تزریقی مانند ؛ قالب تزریق مدل های پزشکی
- نقاط قوت:سطحی با ساخت خوب،استفاده از چندین مواد،رنگ کردن
- نقاط ضعف:برای قطعات مکانیکی مناسب نیست،هزینه های بالاتر از SLA / DLP برای اهداف بصری
جت مواد (MJ)
روش جت مواد (MJ) به روش مشابه با یک چاپگر استاندارد جوهر افشان کار می کند. تفاوت کلیدی این است که به جای چاپ یک لایه جوهر، لایه های متفاوتی بر روی یکدیگر ساخته می شوند تا یک شی جامد ایجاد شود.
در این روش سری جت پرینتر صدها قطره از مواد فوم پلیمر را یر روی پلت فرم قرار میدهد،سپس نور ماوراء بنفش (UV) به آن ها تابیده می شود و موجب سخت شدن آن ها می شود،بعد از آن پلت فرم ساخت به پایین می رود و دوباره سری جت دوباره مواد را بر روی لایه قرار می دهد. این فرایند تا زمان ساخت کامل قطعه ادامه می یابد.
MJ متفاوت از انواع دیگر تکنولوژی چاپ 3D است. به جای استفاده از یک نقطه برای دنبال کردن مسیری که سطح مقطع یک لایه را مشخص می کند، ماشین آلات MJ ساختن مواد را به شیوه ای سریع و به صورت خطی ایجاد می کنند.
مزیت رسم خطی این است که چاپگرهای MJ قادر به ساخت اشیاء چندگانه بدون تاثیر بر سرعت ساخت در یک خط هستند. تا زمانی که مدل ها به درستی مرتب شده اند و فضای درون هر خط ساختمانی بهینه سازی شده است، MJ قادر به تولید قطعات با سرعت بیشتری نسبت به سایر انواع چاپگر 3D است.
اشیاء ساخته شده با MJ نیاز به پشتیبانی دارند که همزمان در طول ساخت از یک ماده قابل حل که در مرحله پس از پردازش حذف می شود، به طور همزمان چاپ می شود. MJ یکی از تنها نوع فن آوری چاپ سه بعدی برای ارائه اشیاء ساخته شده با توانایی ایجاد چند نوع رنگ و یا تمام رنگ است.
(Drop on Demand (DOD
این روش چاپ سه بعدی به گونه ای است که از دو نوع ماده استفاده میکند. یکی از این مواد برای ساختن شی به کار می رود و دیگری برای پشتیبانی از شی ساخته شده استفاده می شود.این روش مانند روش های دیگر چاپ سه بعدی یک مسیر برای جت ها را برنامه ریزی می کند تا لایه های مورد نظر ساخته شوند.
چاپگرهای DOD همچنین از یک برش فلزی استفاده می کنند تا پس از ایجاد هر لایه روی همدیگر ،سطح کاملا صاف را تضمین می کند.چاپگرهای DOD معمولا برای ایجاد الگوهای مناسب برای ریخته گری موم یا ریخته گری جواهر سازی و دیگر برنامه های کاربردی قالب سازی استفاده می شود.
فرایند چاپ سه بعدی: باندینگ جتینگ
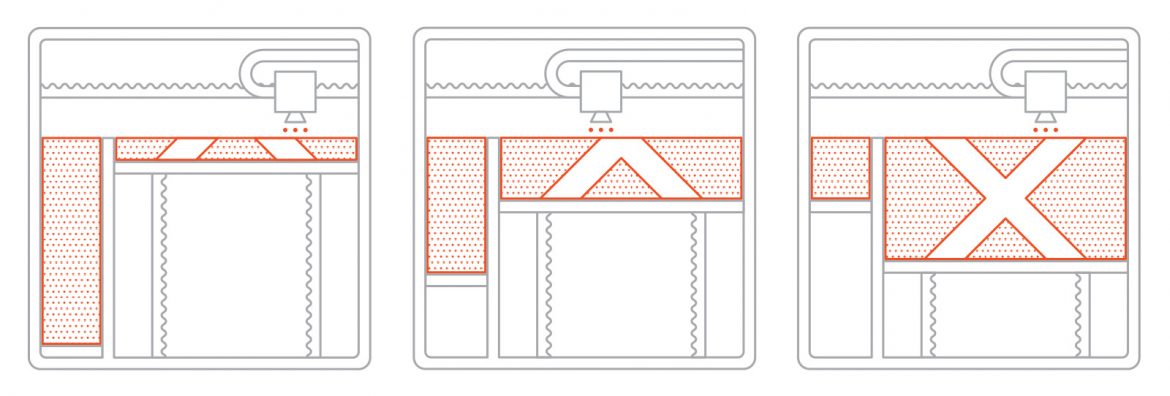
Binder Jetting یک فرایند چاپ سه بعدی است که در آن یک مایع عامل اتصال دهنده درات پودر به همدیگر را ایفا می کند.
Binder Jetting یک تکنولوژی چاپ 3D مشابه با SLS است که نیاز به یک لایه اولیه پودر در پلت فرم ساخت دارد. اما تفاوت SLS این است که که از یک لیزر برای سخت شدن پودر استفاده میکند. Binder Jetting یسر چاپ را روی سطحی که پودر بر روی ان باید ساخته شود هدایت می کند (که معمولا ۸۰ میکرون قطر دارد). سپس این ذرات پودر را به هم متصل می کنند تا لایه ای از شکل مورد نظر ساخته شود شود.
هنگامی که یک لایه چاپ شد، بستر مخزن پودر کاهش می یابد و یک لایه جدید از پودر بر روی لایه هایی که چاپ شده پخش می شود. این روند تا زمانی که یک شی کامل تشکیل شده باشد تکرار می شود.
سپس وارد مرحله ی ظریف کاری و استحکام می شود.س از آن، جسم از محیط ساخت خارج می شود و هر قسمت های سخت نشده ی ناخواسته با استفاده از هوای فشرده حذف می شود.
- انواع تکنولوژی چاپ سه بعدی: (Binder Jetting (BJ
- مواد مورد استفاده: شن و ماسه یا پودر فلز: ضد زنگ / برنز، شن و ماسه کامل، سیلیکا (ریخته گری شن و ماسه)
- دقت ابعاد: ± ۰.۲ میلی متر (فلز) یا ± ۰.۳ میلی متر (شن)
- برنامه های کاربرد:قطعات فلزی کاربردی؛مدلهای رنگی کامل ریخته گری شن و ماسه
- نقاط قوت: کم هزینه؛ امکان ساخت جسم های بزرگ؛ استفاده از قطعات فلزی کاربردی
- نقاط ضعف: خواص مکانیکی پایین
باندینگ جتینگ شن و ماسه
این نوع کم هزینه تکنولوژی چاپ سه بعدی برای تولید قطعات از شن و ماسه است. برای مدل های رنگی کامل، اشیا با استفاده از یک پودر گچ یا PMMA در ارتباط با عامل اتصال دهنده مایع ساخته می شوند.
هنگامی که قطعات به طور کامل ایجاد می شوند، از پودر بدون چسبندگی جدا می شوند و تمیز می شوند. و برای افزایش خواص مکانیکی، قطعات اغلب در معرض مواد غشایی قرار می گیرند.
همچنین این روش برای تولید قالب سیمان ریخته گری شن و ماسه مفید است.قالب ها به طور کلی با شن و ماسه چاپ می شوند، گرچه شن و ماسه مصنوعی (سیلیکا) می تواند برای کاربردهای خاص مورد استفاده قرار گیرد.
پس از چاپ، هسته ها و قالب ها از منطقه ساخت برداشته می شوند و برای حذف شن و ماسه شسته می شوند. قالب ها معمولا بلافاصله برای ریخته گری آماده می شوند. پس از ریخته گری، قالب از هم جدا شده و قطعات فلزی نهایی حذف می شود.
مزیت بزرگ تولید هسته های ریخته گری شن و ماسه با Binder Jetting، تولید اجسام با هندسه بزرگ و پیچیده در عین هزینه ی کم می باشد. همچنین، این روش این فرایند بسیار آسان است.
باندینگ جتینگ فلز
این روش می تواند برای ساخت اشیاء فلزی مورد استفاده قرار گیرد. پودر فلز با استفاده از یک عامل اتصال پلی یر محکم می شود.این روش اجازه می دهد که اشیاء فلزی با هندسه های پیچیده که بسیار فراتر از توانایی های تکنیک های عادی است، ساخته شوند.
با این حال، اشیاء فلزی تنها می توانند از طریق یک فرآیند ثانویه مانند نفوذ یا پختن تولید شوند. هزینه و کیفیت نتیجه نهایی به طور کلی تعیین می کند که کدام فرآیند ثانویه مناسب ترین راه برای یک نتیجه ی خاص است. بدون این مراحل اضافی، آن شی ساخته شده با تنها این روش دارای خواص مکانیکی ضعیفی است.
فرآیند ثانویه نفوذ به شرح زیر عمل می کند: در ابتدا ذرات پودر فلز با استفاده از یک عامل اتصال دهنده برای ایجاد یک شی با یکدیگر متصل می شوند. هنگامی که شی به طور کامل ساخته شد، آن را از پودر های اضافی حذف می کنند و در یک کوره قرار می گیرند،این کوره باعث می شود بعضی از مواد از بین برود و ۶۰ درصد شی فضای خالی شود.
سپس با روش مویینگی برنز به آن شی تزریق میکنند. در نتیجه ۹۰ درصد به قدرت و تراکم آن شی افزوده می شود.با این حال، اشیاء ساخته شده با فلزی Binder Jetting به طور کلی خواص مکانیکی پایینتری نسبت به قطعات فلزی ساخته شده با Powder Bed Fusion دارند.
فرایند ثانویه پخته شدن می تواند در جایی که قطعات فلزی بدون فضای خالی مورد نیاز است استفاده شود. پس از چاپ کامل ،شی در یک کوره قرار می گیرد. بعدا آنها در کوره ای با چگالی بالا تقریبا ۹۷٪ پخته می شوند. با این حال، انحراف غیر یکنواخت می تواند در طول زمان پخت ایجاد شود و باید در مرحله طراحی مورد توجه قرار گیرد.
فرایند چاپ سه بعدی: POWDER BED FUSION (فلز)

پودر فلزی Fusion یک فرایند چاپ سه بعدی است که اشیای جامد را تولید می کند و در یک زمان از یک منبع حرارتی برای ایجاد ذرات پودر فلزی بوتون یک لایه استفاده می کند.
یشتر تکنولوژی های Fusion پودر مکانیسم هایی برای اضافه کردن پودر به عنوان جسم در حال ساخت است، و در نتیجه قطعه نهایی در پودر فلزی قرار می گیرد. تغییرات اصلی در این تکنولوژی استفاده از منابع مختلف انرژی(مانند لیزرها یا پرتوهای الکترون) است.
- انواع تکنولوژی چاپ سه بعدی: پخت مستقیم لیزر (DMLS)؛ ذوب لیزری انتخابی (SLM)؛ذوب شدن الکترون (EBM)
- مواد مورد استفاده:پودر فلز: آلومینیوم، فولاد ضد زنگ، تیتانیوم
- دقت ابعاد: ± ۰.۱ میلیمتر
- برنامه های کاربرد:قطعات فلزی کاربردی (هوا فضا و خودرو)؛ دندان پزشکی
- نقاط قوت: قوی ترین قطعات را می سازد؛هندسه هایی با جزییات بالا
- نقاط ضعف: اندازه ی کوچک؛ هزینه ی بالا نسبت به تمام روش های چاپ سه بعدی
پخت لیزر مستقیم (DMLS) / انتخاب ذرات لیزر (SLM)
هر دو روش لیزر فلز (DMLS) و ذوب لیزری انتخابی (SLM) تولید شیئی را به شیوه ای مشابه SLS تولید می کنند. تفاوت اصلی این نوع تکنولوژی این است که برای تولید قطعات فلزی استفاده می شود.
DMLS پودر را ذوب نمی کند اما به جای رساندن فلز به نقطه ی ذوب آن را حرارت می دهد تا بتواند در یک سطح مولکولی با هم مخلوط شود.SLM از لیزر برای رسیدن به نقطه ی دوب استفاده می کند تا بتوان از چند مواد آلیازی استفاده کرد.
تفاوت اصلی بین DMLS و SLM این است که ؛ DLMS فقط یک نوع فلز به کار می رود اما در SLM چند مواد و آۀیاز های مختلف به کار می رود.
بر خلاف SLS، فرایندهای DMLS و SLM نیازمند پشتیبانی ساختاری هستند تا امکان هرگونه ناهماهنگی که ممکن است رخ دهد را از بین ببرد .
به دلیل دمای بالا، قطعات DMLS / SLM به علت تنش های باقی مانده تولید شده در طول چاپ، ممکن است خطا داشته باشند. قطعات نیز به طور معمول پس از چاپ با حرارت تحت بازسازی قرار می گیرند.
ذوب پرتو الکترونی (EBM)
(EBM) از دیگر روشه های پودر پیوند Fusion است که از یک پرتو انرژی بالا یا الکترون برای ایجاد همجوشی بین ذرات پودر فلز استفاده می کند.
پرتو الکترونی به یک لایه نازک پودر تابیده می شود تا مقداری از آن ذوب شود و برای ساخت محصول استفاده می شود.
در مقایسه با SLM و DMLS، EBM عمدتا به دلیل تراکم انرژی بالاتری دارد سریع تر ساخته می شود. با این حال، چیزهایی مانند حداقل اندازه ویژگی، اندازه ذرات پودر، ضخامت لایه و سطح پوشش معمولا نسبت به روش دیگر دقت کمتری دارد .
همچنین لازم به ذکر است که در روش EBM شی در یک خلاء ساخته شده و این فرایند تنها می تواند با مواد رسانا انجام شود.




